飞机供氧系统是保障飞行安全、维持机组与乘客生命安全的关键机载设备,供氧底板作为供氧系统的核心结构件,承担着气路集成、部件安装、密封支撑、压力承载等多重功能,其加工质量直接关系到供氧系统的可靠性与飞行安全性。随着民用航空、通用航空及特种飞行器的快速发展,对飞机供氧底板的轻量化、高强度、高密封性和尺寸精度提出了更加严苛的要求。飞机供氧底板加工属于典型的航空精密制造范畴,具有材料特殊、结构复杂、薄壁易变形、工序链长、质量标准高等特点,必须通过系统化工艺设计、全过程精度控制与严格的质量检验,才能稳定实现合格交付。本文围绕飞机供氧底板的加工特点、关键工艺、精度保障及质量控制展开论述,为航空精密结构件加工提供技术参考。
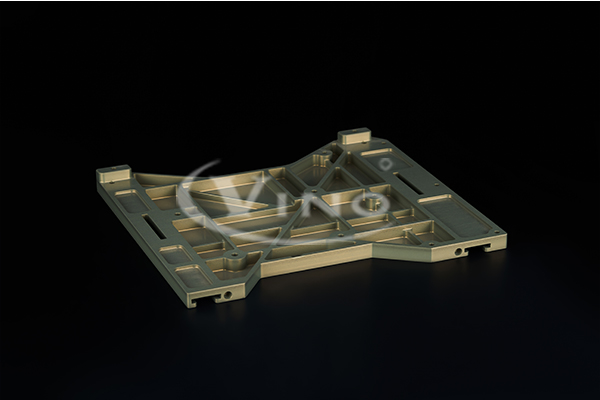
飞机供氧底板多采用航空铝合金、钛合金等轻质高强材料,以满足减重与结构强度的双重需求。这类材料比强度高、耐腐蚀性好,但切削加工中易产生切削变形、回弹及表面划伤,对切削参数和刀具路径要求极高。在结构上,供氧底板通常为腔槽密布、孔系复杂、薄壁隔断的一体化结构,内部集成多条气流通道,外部分布高精度安装孔、定位孔、密封槽及螺纹孔,形位公差要求严格,平面度、平行度、垂直度多控制在 0.02mm 以内,孔径公差可达 IT7 级。同时,作为机载安全件,产品不允许裂纹、疏松、气孔、刀纹、变形等缺陷,必须满足气密试验、振动冲击、高低温循环等严苛的机载环境要求,这使得供氧底板加工难度远高于一般结构件。
工艺规划是供氧底板加工成功的前提,企业普遍采用 “粗加工 — 半精加工 — 时效去应力 — 精加工 — 表面处理 — 最终检验” 的稳定工艺流程。粗加工以高效去除余量为目标,采用大进给、大切深策略,但需预留合理余量,避免切削热和应力集中。粗加工后必须安排低温时效或振动时效处理,消除材料内部及切削产生的残余应力,防止后续工序出现变形回弹。半精加工对型腔、轮廓、孔系进行统一修整,为精加工建立稳定的余量基准,保证精加工切削负荷均匀,避免让刀、振刀现象。
精加工是保证供氧底板精度的核心环节,通常在高精度立式加工中心或五轴加工中心完成。为控制薄壁变形,加工中采用分层切削、小切深、高转速、适中进给的策略,减少切削力与切削热对零件的影响。刀具优先选用整体硬质合金铣刀,配合专用航空铝合金切削液,实现充分冷却与排屑,避免切屑划伤已加工表面。对于深腔、窄槽等难加工区域,采用细长刃铣刀并优化刀路,通过顺铣、圆弧切入等方式降低冲击。密封槽、安装端面等关键部位采用一次装夹连续加工,最大限度减少重复定位误差,确保平面度与密封性。
孔系加工是供氧底板的重点与难点,包括定位孔、安装孔、螺纹底孔、通气孔等,位置度要求高。加工中优先采用数控钻铣中心,以中心钻定位、麻花钻预钻、铰刀精铰的方式保证孔径精度与表面粗糙度。螺纹孔采用刚性攻丝或同步攻丝功能,防止乱牙、歪斜,确保连接可靠性。对于气密要求高的孔与端面,加工后需保证无毛刺、无刀纹、无划痕,因为微小缺陷都可能导致气密性不合格。去毛刺工序采用手工、超声波、电化学等多种方式组合,确保内腔、孔口、槽边无锐边毛刺,满足机载产品清洁度要求。
工装夹具与装夹方式对变形控制至关重要。供氧底板薄壁多、刚性弱,传统压板夹持易造成装夹变形。实际生产中多采用真空吸盘、专用柔性夹具或多点支撑夹具,使夹紧力均匀分布,避免局部应力集中。在加工反面型腔时,利用定位销与辅助支撑结合,提高工件刚性,抑制切削振动。同时,采用一次装夹完成正面关键部位加工,减少翻转次数,从装夹环节提升精度稳定性。
质量控制贯穿供氧底板加工全流程。原材料进厂需进行材质化验、力学性能检测与超声波探伤,杜绝不合格材料投入生产。工序间采用三坐标测量机、高度仪、粗糙度仪、平晶等量具,对尺寸、形位公差、表面粗糙度进行 100% 检测。关键尺寸采用在线检测与离线检测双重验证,确保数据真实可靠。成品阶段必须进行气密性试验,在规定压力下保压规定时间,无泄漏、无压降为合格。此外,零件还需根据装机要求进行阳极氧化、铬酸盐转化等表面处理,提高防腐能力,处理后再次复检尺寸与外观,确保满足装配要求。
在航空制造高质量发展的背景下,飞机供氧底板加工正朝着智能化、数字化、无人化方向升级。数字孪生、仿真加工、刀具磨损监测、自适应加工等新技术逐步应用,通过提前模拟切削过程、优化刀路、补偿变形,进一步提升加工稳定性与一致性。自动化产线、在线检测系统、MES 生产管理系统的融合,实现了从毛坯到成品的全过程追溯,为航空安全件的批产交付提供保障。
总而言之,飞机供氧底板加工是集材料工程、切削工艺、工装设计、精度控制、质量检验于一体的系统性精密制造工作。只有坚持工艺精细化、过程可控化、检验严格化,才能持续稳定地生产出满足航空标准的高质量产品。未来,随着新材料、新装备、新工艺的不断突破,供氧底板加工将向更高精度、更高效率、更高可靠性迈进,为我国航空装备自主可控和飞行安全保障提供更加坚实的支撑。
")
")


